>Инструменты бережливого производства успешно внедряются на «Прогрессе»

Ни одно крупное промышленное предприятие в настоящее время не обходится без применения инструментов автоматизации, в том числе и в сфере управленческих процессов. В случае промышленного предприятия немаловажную роль играют процессы управления производством.
Как это происходит в Арсеньевской авиационной компании «Прогресс» им. Н. И. Сазыкина, являющейся лидером Приморского регионального отделения Союза машиностроителей России, рассказал руководитель проекта отдела развития производственной системы Тарас Безручко.
– Тарас Владимирович, как связана деятельность отдела с производством на предприятии?
– Механизмы бережливого производства и управления производственной системой неразрывно связаны между собой. Понятие бережливого производства в нашей стране включает в себя обширный ряд компонентов, охватывающий различные производственные сферы: начиная от организации рабочего пространства и заканчивая системами управления производственным оборудованием.
Поскольку главное производственное звено, создающее ценность в реалиях современного производства, – это рабочий, одной из главных задач механизма бережливого производства является осуществление организации его рабочего пространства на предприятии в соответствии с требованиями стандартов организации, в свою очередь основанных на общероссийских стандартах. С целью внедрения методов и основ бережливого производства организован отдел развития производственной системы. Основными задачами отдела являются сокращение всех видов потерь на предприятии, а также реализация оперативной системы управления данными и знаниями, обеспечивающими функционирование производственной системы предприятия. Выполнение второй функции возможно благодаря осуществлению автоматизации производственных процессов на предприятии.
– Расскажите о внедрении нового проекта и автоматизированных процессах.
– Автоматизация производства, конечно же, является значительной, но не единственной задачей, решаемой отделом развития производственной системы. Методы управления данными и знаниями о производственных процессах могут быть различными. Например, к ним может относиться синтез технических заданий на автоматизацию процессов производства, направленных с целью реализации в сторону информационно-технических служб предприятия, или внедрение в производственный процесс разработанного программного обеспечения. Таким образом, у нас получилась схема производственной ячейки в рамках производственного подразделения, содержащая в себе три основных компонента: персонал с его основными характеристиками; производственное оборудование с его основными характеристиками; непосредственно рабочее место, включающее информацию о персонале, о производственном оборудовании, о вспомогательном оборудовании.
– Где и как их можно применить?
– Эти три составляющие являются необходимыми и достаточными для описания звена производственной цепочки мастерской группы, производственного участка, цеха в рамках расчёта пропускной способности производственного подразделения. Следовательно, необходимо и достаточно выявлять основные производственные характеристики рабочих мест: доступность, полезное время работы, время подготовительно-заключительных операций.
– Наверняка это сложная система для понимания?
– Несмотря на то что объём работы, касающийся сбора и обработки информации о производственных ячейках подразделений, достаточно велик, ввиду чего возникает поле для автоматизации определённых однообразных операций, разобраться в таблице несложно. Согласно СТО по культуре производства, введённому на предприятии, можно выделить следующие шаблонные действия в области обеспечения культуры производства: оформление паспортов рабочих мест; оформление схем участков; оформление протоколов объезда или обхода производственных площадей; оформление справки о состоянии культуры производства.
Наиболее трудоёмким и затрагивающим сотрудников других подразделений является процесс создания паспортов рабочих мест и схем участков. И если схема каждого конкретного участка является индивидуальной, то форма и наполнение информацией паспорта рабочего места будут всегда примерно одинаковы. Кроме того, паспортов рабочих мест в структурном подразделении гораздо больше, чем схем участков.
– Как это проявляется в цифрах и насколько сокращает затраты рабочего времени?
– На основании вышеизложенного выявляется приоритетность автоматизации процесса создания паспортов рабочих мест. Без автоматизации выполнение этой задачи занимает у исполнителя (а это, как правило, заместитель начальника цеха по подготовке производства) значительное время – до 20 минут рабочего времени. При численности в подразделении 100 производственных рабочих оформление паспортов рабочих мест займёт до 2000 минут рабочего времени, если пересчитать – это 33,33 часа, или 4,17 рабочего дня, или 0,83 недели.
В то же время при наличии всех исходных данных и автоматизации процесса создания паспорта рабочего места эта однотипная операция занимает до двух минут. В пересчёте на оформление тех же 100 единиц паспортов рабочих мест эта операция займёт 200 минут, или 3,33 часа/0,42 рабочего дня/0,08 недели.
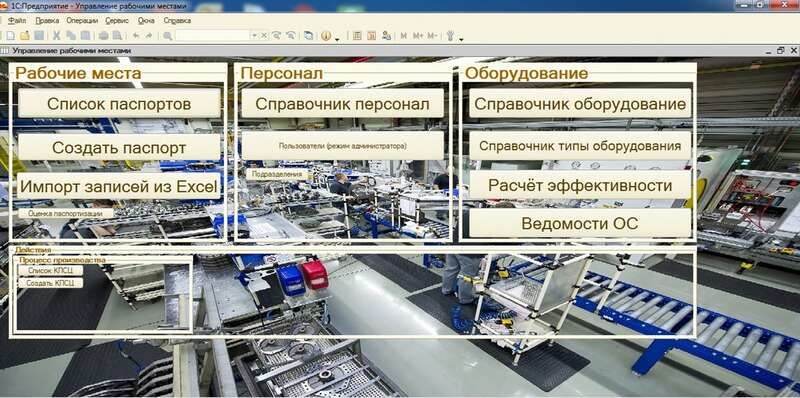
С целью автоматизации процесса создания паспортов рабочих, а также реализации ещё ряда функций была создана конфигурация 1С: Управление рабочими местами. Одним из первоначальных этапов, решаемых проектируемым программным обеспечением, как раз и стала автоматизация процесса создания паспортов рабочих мест производственного и иного персонала.
– Какими еще функциями дополняется данная конфигурация?
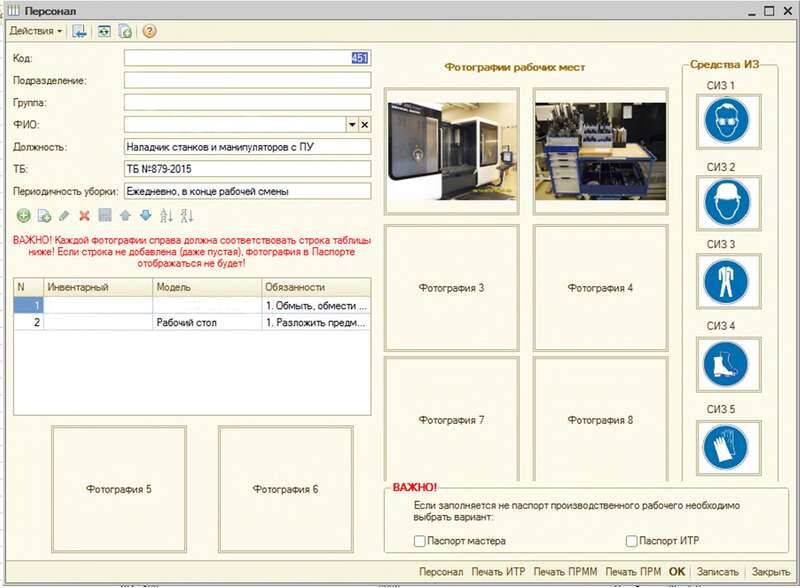
– Следующим этапом в рамках программного обеспечения должно стать накопление и использование информации об оборудовании и персонале, эксплуатирующем рабочее место. Для этого в конфигурации предусмотрены разделы «Персонал» и «Оборудование». Общей концепцией построения конфигурации является объединение информации о составе и доступности производственного и вспомогательного оборудования, а также персонала, работающего на этом оборудовании.
Раздел «Персонал» предназначен для сбора воедино информации о персонале предприятия, задействованном в производственном процессе, которая содержится в справочнике «Персонал».
Раздел «Оборудование» содержит информацию об основном и вспомогательном оборудовании, задействованном в производственном процессе предприятия, и включает в себя ссылки на справочники «Оборудование» и «Типы оборудования», а также на механизм расчёта эффективности этого оборудования.
Конечным продуктом данной конфигурации на текущий момент является паспорт рабочего места (общепроизводственного рабочего, инженерно-технического работника, производственного мастера). Кроме этого в конфигурации реализованы механизмы расчёта эффективности загрузки производственного оборудования на рабочем месте и формализации, а также анализа, карты потока создания ценности (КПСЦ) на рабочем месте, в мастерской группе, на производственном участке, в производственном подразделении.
Таким образом, внедрение системы бережливого производства помогает Арсеньевской авиационной компании «Прогресс» добиться значительного увеличения производительности труда и повысить качество выпускаемой продукции за счет использования главным образом своих внутренних резервов, а также сформировать благоприятные корпоративные условия, в которых личный вклад каждого работника поможет предприятию достичь успеха.